

Pembuatan Brek Tekan CNC Berkualiti Tinggi
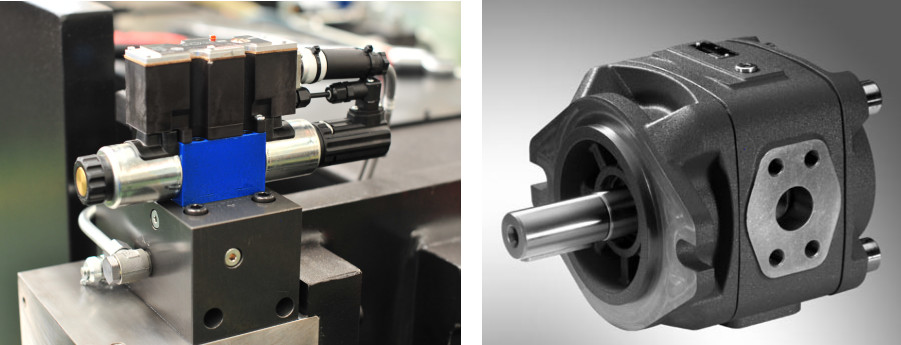
1. Sistem elektro-hidraulik digunakan untuk mengawal silinder berganda bagi mendapatkan ketepatan kawalan segerak yang tinggi, ketepatan lenturan yang tinggi dan ketepatan penempatan semula.
2. Sistem pampasan automatik pesongan mekanikal digunakan untuk menyelesaikan pengaruh ubah bentuk gelangsar semasa proses lenturan terhadap kualiti bahan kerja. Jumlah pampasan diselaraskan secara automatik oleh sistem CNC untuk memudahkan ketepatan.
(1) Mesin ini dikompensasikan oleh struktur pelarasan dua hala, yang boleh memenuhi pampasan arah melintang dan membujur mesin.
(2) Kaedah pampasan titik tumpat digunakan untuk menjadikan ketepatan lenturan lebih tepat.
(3) lenturan pampasan bahan ketebalan plat yang sama sebaik sahaja di tempatnya, berbeza daripada pampasan hidraulik dan pergerakan ke depan dan ke belakang struktur, pampasan mekanikal dapat mengurangkan ubah bentuk keletihan meja kerja alat mesin dengan ketara, meningkatkan hayat perkhidmatannya;
(4) Gunakan pengurang khas dan potensiometer ketepatan tinggi untuk mengawal ketepatan pampasan dengan tepat.
(5) Berbeza dengan struktur tiga plat meja kerja pampasan hidraulik, peranti ini menggunakan reka bentuk meja kerja plat tunggal, yang berkesan dapat mencegah gangguan pada bahan kerja lenturan.
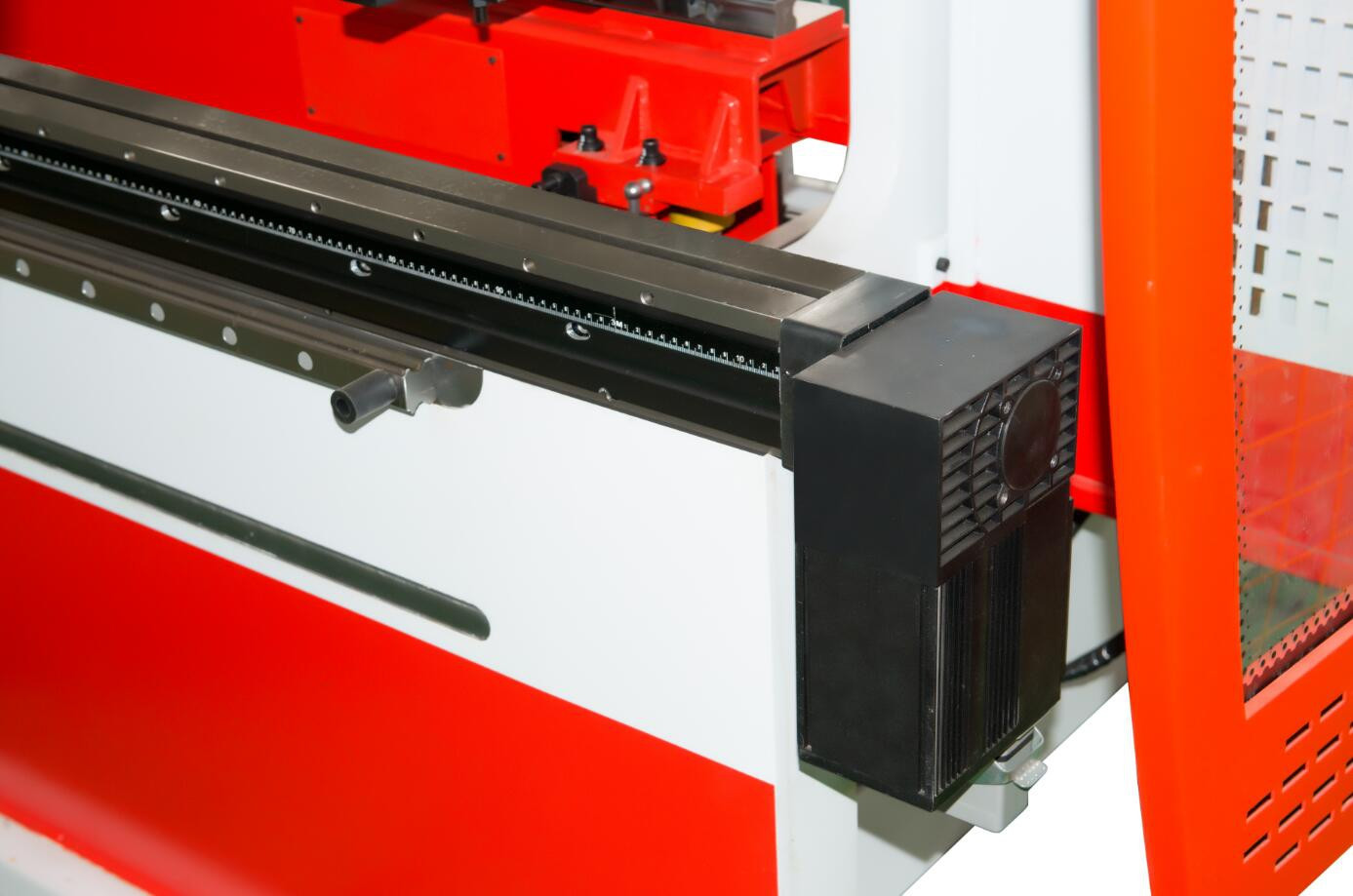
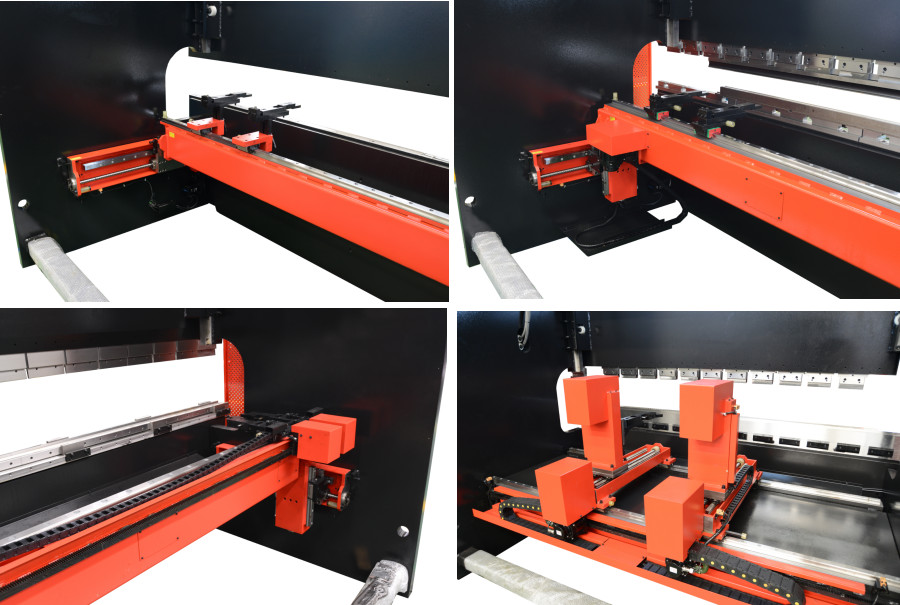
3. Tolok belakang pelbagai fungsi yang boleh dikembangkan kepada 6 paksi, iaitu paksi X1 dan X2 untuk ke depan dan ke belakang, paksi R1 dan R2 untuk ke atas dan ke bawah dan Z1 dan Z2 untuk kiri dan kanan. Pembengkokan bahan kerja boleh direalisasikan secara fleksibel.
4. Bingkai dipasang sekali sahaja selepas kimpalan, ia diproses oleh pusat pemprosesan pentahedron CNC, memastikan ketegaran dan ketepatan pemprosesan bingkai.
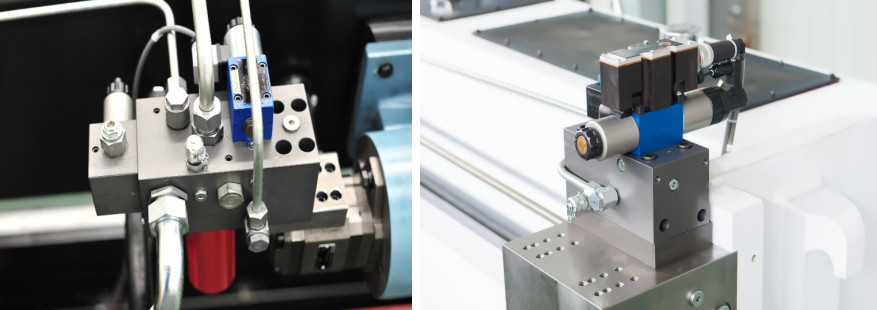
5. Sistem kawalan hidraulik bersepadu mengurangkan saluran paip, sekali gus mengelakkan kebocoran minyak dan meningkatkan kestabilan prestasi, dan penampilan mesin juga dipercantikkan.

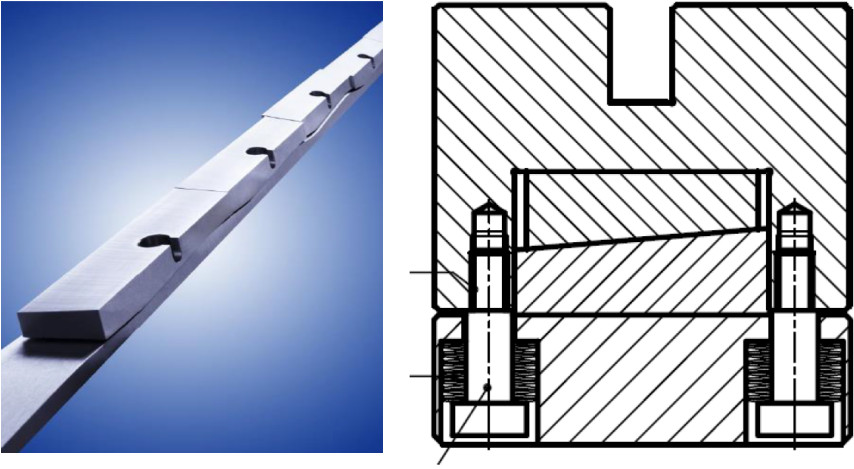
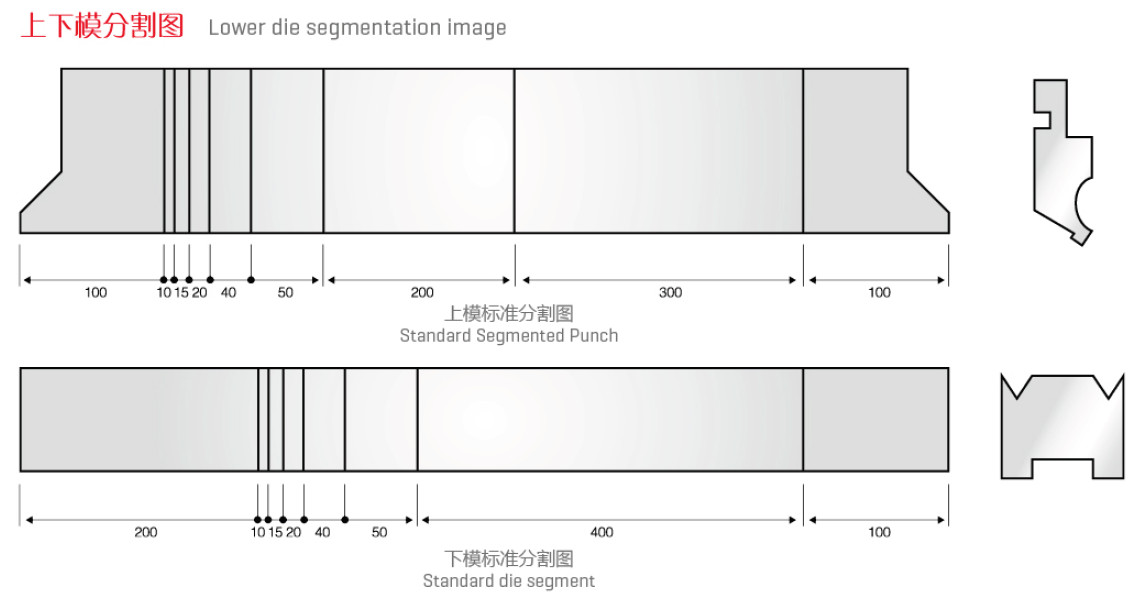
6. Pukulan bersegmen boleh digabungkan dengan panjang tertentu mengikut keperluan lenturan bahan kerja khas.
7. Pengapit automatik tebuk hidraulik atau pengapit pantas mekanik boleh dilengkapkan sebagai pilihan untuk mengurangkan beban kerja dan meningkatkan kecekapan kerja.

8. Sistem CNC menggunakan sistem Delem CNC. Sistem CNC ini dilengkapi dengan litar elektronik terkini, paparan TFT warna sebenar dengan nisbah resolusi tinggi dan menu berbilang bahasa. Ia merupakan sistem kawalan kelas pertama untuk mesin lentur di peringkat antarabangsa.
9. Peranti pampasan tekak jenis C dipasang di bawah tekak alat mesin, yang disambungkan ke peranti pengesanan. Ubah bentuk kecil daya lenturan tidak akan menjejaskan ketepatan pengukuran sistem, dan ketepatan lenturan sebarang ketebalan dan sebarang plat bahan dapat dipastikan.
10, penyokong hadapan dan panduan pelapik menjadikan pergerakan lebih mudah


Sistem kawalan CNC Delem DA66T dengan tahap lanjutan antarabangsa
1. Sistem operasi WINDOWS® penuh, boleh merealisasikan penutupan mesin serta-merta;
2. Pemilihan pelbagai bahasa dengan operasi yang mudah;
3. Reka bentuk penampilan bergaya dengan operasi berorientasikan orang;
4. Struktur modul pintar, sistem boleh dilanjutkan kepada 24 paksi;
5. Paparan LCD warna sebenar TFT 17", pengaturcaraan grafik 2D;
6. PLC terbina dalam untuk mengurangkan reka bentuk litar dan meningkatkan kebolehpercayaan;
7. Port tetikus USB, port papan kekunci;

8. Pengumpulan automatik masa kerja mesin dan masa lenturan;
9. Prosedur lenturan penyusunan automatik dan simulasi lenturan;
10. Zum bebas daripada rupa mesin, alat dan bahan kerja pada kadar 1:1:1 dengan format grafik;
11. Digital, grafik dan cara pengaturcaraan acuan lain, acuan rata, acuan arka besar, acuan alur berbilang V, acuan alur V boleh ubah;
12, pangkalan data pembetulan sudut automatik, jadual toleransi lenturan pembelajaran kendiri dan fungsi pengesanan perlanggaran omni-arah, menghapuskan produk sisa;
13. Sistem penggera ralat untuk mengelakkan salah operasi;
14. Kapasiti memori 1G
15. Diagnosis jarak jauh;
16. Perisian analisis khas mesin, pemantauan masa nyata;
17. Perisian pengaturcaraan luar talian khas boleh mengurangkan masa pengaturcaraan dan meningkatkan kecekapan;
18. sistem pengurusan fail terbenam, editor teks;
19. Operasi tandem;
20. Panel operasi dilengkapi dengan hentian kecemasan, gelangsar bergerak manual dan perspektif ergonomik.
Sistem T-3500TCNC
1 Gunakan sistem pengendalian WINDOWS masa nyata, boleh merealisasikan penutupan serta-merta;
2 jenis pilihan bahasa, boleh ditetapkan kepada antara muka Bahasa Inggeris, mudah dikendalikan;
3 reka bentuk fesyen, mudah dikendalikan, mencerminkan berorientasikan orang;
4 paksi empat standard, modul tambahan, menyokong sehingga enam paksi;
Skrin warna sebenar TFT 5.10", skrin sentuh LCD, berbilang sentuh, pengaturcaraan grafik dua dimensi, paparan 3D;
6 fungsi PLC terbina dalam, mengurangkan reka bentuk litar, meningkatkan kebolehpercayaan;
7. Antara muka tetikus USB, antara muka papan kekunci;
8 jam kerja automatik dan masa lenturan;
9, pengaturcaraan sentuh penuh grafik digital dan 2D, paparan 3D proses lenturan, penyusunan automatik proses lenturan dan simulasi lenturan;
10. Bentuk mesin, acuan dan bahan kerja dizum masuk secara bebas 1:1:1 mengikut grafik.

11, digital, grafik dan cara pengaturcaraan acuan lain, acuan rata, acuan arka bulat besar, acuan alur berbilang V, acuan alur V boleh ubah;
12. Sistem penggera ralat untuk mengelakkan salah operasi;
13. Kapasiti memori 1G
14. Perisian analisis khas mesin, pemantauan masa nyata;
15. sistem pengurusan fail terbenam, editor teks;
16. Operasi tandem;
17. Panel operasi dilengkapi dengan hentian kecemasan, gelangsar bergerak manual dan perspektif ergonomik.
Brek Tekan CNC;brek tekan cnc;mesin brek tekan cnc;brek tekan hidraulik cnc;brek tekan cnc untuk dijual;brek cnc;brek logam kepingan hidraulik;mesin brek tekan hidraulik cnc;brek logam kepingan cnc brek tekan accurl untuk dijual;brek logam cnc;mesin brek tekan;mesin lentur brek tekan hidraulik cnc;mesin brek tekan hidraulik
Sistem CNC Holland DELEM DA52
1 Gunakan sistem pengendalian WINDOWS masa nyata, boleh merealisasikan penutupan serta-merta
2. Pemilihan pelbagai bahasa dengan operasi yang mudah;
3. Reka bentuk penampilan bergaya dengan operasi berorientasikan orang;
4. Struktur modular pintar, sistem ini boleh memanjangkan 4 paksi secara fleksibel
5. Paparan LCD TFT 7";
6. PLC terbina dalam untuk mengurangkan reka bentuk litar dan meningkatkan kebolehpercayaan;
7. Port tetikus USB, port papan kekunci, port RS232, port PLC keselamatan;
8. Pengumpulan automatik masa kerja mesin dan masa lenturan;
9. Pengaturcaraan digital;
10. Pengaturcaraan acuan mod digital;
11. Pangkalan data pembetulan sudut automatik;
12, sistem amaran ralat untuk mengelakkan salah operasi;
13, kapasiti memori ialah 64M;
14, perisian analisis khas, pemantauan masa nyata;
15, Operasi Tandem;
16, panel operasi dilengkapi dengan hentian segera.

Sistem CNC Holland DELEM DA53
1 Gunakan sistem pengendalian DELEM-LINUX, boleh merealisasikan penutupan serta-merta
2. Pemilihan pelbagai bahasa dengan operasi yang mudah;
3. Reka bentuk penampilan bergaya dengan operasi berorientasikan orang;
4. Struktur modular pintar, sistem ini boleh memanjangkan 4 paksi secara fleksibel
5. Paparan LCD TFT 10";
6. PLC terbina dalam untuk mengurangkan reka bentuk litar dan meningkatkan kebolehpercayaan;
7. Port tetikus USB, port papan kekunci, port RS232, port PLC keselamatan;
8. Pengumpulan automatik masa kerja mesin dan masa lenturan;
9. Pengaturcaraan sentuhan digital;
10. Pengaturcaraan acuan mod digital;
11. Pangkalan data pembetulan sudut automatik;
12, sistem amaran ralat untuk mengelakkan salah operasi;
13, kapasiti memori ialah 64M;
14, perisian analisis khas, pemantauan masa nyata;
15. Sistem pengurusan fail terbenam, editor teks
16, Operasi Tandem;
17, panel operasi dilengkapi dengan hentian segera.

| Tidak. | Penerangan | Kuantiti | Catatan |
| 1 | Fail Operasi | Satu set | |
| 2 | Sepana Soket Hex Dalaman | Satu set | |
| 3 | Pistol Gris | Satu no. | |
| 4 | Bolt Pembumian | Satu set | |
| 5 | Melaraskan Bolt | Satu set | |
| 6 | Kawalan Kaki | Satu no. | |
| 7 | Peralatan Standard | Satu set |
1. Minyak hidraulik: minyak hidraulik anti-haus VG46# yang diimport; dan jisim minyak yang diperlukan bergantung pada spesifikasi mesin;
2. Kuasa: 380V, 50HZ, turun naik voltan 10%--5%
3. Suhu persekitaran: 0°C - +40°C
4. Kelembapan persekitaran: kelembapan relatif 20-80% RH (tidak terkondensasi)
5. Jauhkan daripada sumber getaran yang kuat dan gangguan elektromagnet
6. Sedikit habuk, tiada gas berbahaya atau menghakis
7. Sediakan asas mengikut lukisan asas
8. Pilih kakitangan yang mempunyai latar belakang pendidikan tertentu untuk jangka masa panjang sebagai pengendali mesin.
| Tidak. | Penerangan | Kuantiti | Catatan |
| 1 | Fail Operasi | Satu set | |
| 2 | Sepana Soket Hex Dalaman | Satu set | |
| 3 | Pistol Gris | Satu no. | |
| 4 | Bolt Pembumian | Satu set | |
| 5 | Melaraskan Bolt | Satu set | |
| 6 | Kawalan Kaki | Satu no. | |
| 7 | Peralatan Standard | Satu set |
60T
| Spesifikasi | Unit | PR9 060/2550 | |
| Daya Lenturan Maksimum | KN | 600 | |
| Panjang Lenturan Maks. | mm | 2550 | |
| Jarak Lajur | mm | 2150 | |
| Kedalaman Tekak | mm | 350 | |
| Ram Stroke | mm | 215 | |
| Ketinggian Tertutup | mm | 530 | |
| Kelajuan Menghampiri | mm/s | 200 | |
| Kelajuan Kerja | mm/s | 18 | |
| Kelajuan Pulangan | mm/s | 200 | |
| Kuasa Motor Utama | Kw | 7.5 | |
| Sistem CNC | Sistem CNC Holland Delem DA66T atau DA52S atau DA53T atau T-3500T yang mengawal paksi Y1, Y2, X, R, Z1, Z2 dan penghabisan mekanikal. | ||
| Kapasiti Tangki Minyak | L | 300 | |
| X Paksi | Ketepatan | mm | ±0.1 |
| Strok | mm | 500 | |
| Kelajuan | mm/s | 400 | |
| Kuasa | Kw | 0.85 | |
| R Paksi | Ketepatan | mm | ±0.1 |
| Strok | mm | 200 | |
| Kelajuan | mm/s | 200 | |
| Kuasa | Kw | 0.85 | |
| Z1,Z2 Paksi | Ketepatan | mm | ±0.1 |
| Strok | mm | 1250 | |
| Kelajuan | mm/s | 1200 | |
| Kuasa | Kw | 0.75 | |
| Dimensi Garis Besar | Panjang | mm | 3400 |
| Lebar | mm | 1400 | |
| Ketinggian | mm | 2510 | |
100T
| Spesifikasi | Unit | PR9 100/3100 | PR9 100/4100 | |
| Daya Lenturan Maksimum | KN | 1000 | 1000 | |
| Panjang Lenturan Maks. | mm | 3100 | 4100 | |
| Jarak Lajur | mm | 2700 | 3700 | |
| Kedalaman Tekak | mm | 420 | 420 | |
| Ram Stroke | mm | 265 | 265 | |
| Ketinggian Tertutup | mm | 530 | 530 | |
| Kelajuan Menghampiri | mm/s | 220 | 220 | |
| Kelajuan Kerja | mm/s | 17 | 13 | |
| Kelajuan Pulangan | mm/s | 220 | 150 | |
| Kuasa Motor Utama | Kw | 15 | 11 | |
| Sistem CNC | Sistem CNC Holland Delem DA66T atau DA52S atau DA53T atau T-3500T yang mengawal paksi Y1, Y2, X, R, Z1, Z2 dan penghabisan mekanikal. | |||
| Kapasiti Tangki Minyak | L | 350 | 500 | |
| X Paksi | Ketepatan | mm | ±0.1 | ±0.1 |
| Strok | mm | 500 | 500 | |
| Kelajuan | mm/s | 400 | 400 | |
| Kuasa | Kw | 0.85 | 0.85 | |
| R Paksi | Ketepatan | mm | ±0.1 | ±0.1 |
| Strok | mm | 200 | 200 | |
| Kelajuan | mm/s | 200 | 200 | |
| Kuasa | Kw | 0.85 | 0.85 | |
| Z1,Z2 Paksi | Ketepatan | mm | ±0.1 | ±0.1 |
| Strok | mm | 1850 | 2800 | |
| Kelajuan | mm/s | 1200 | 1200 | |
| Kuasa | Kw | 0.75 | 0.75 | |
| Dimensi Garis Besar | Panjang | mm | 3450 | 4450 |
| Lebar | mm | 1600 | 1600 | |
| Ketinggian | mm | 2750 | 2710 | |
150T
| Spesifikasi | Unit | PR9 150/3100 | PR9 150/4100 | |
| Daya Lenturan Maksimum | KN | 1500 | 1500 | |
| Panjang Lenturan Maks. | mm | 3100 | 4100 | |
| Jarak Lajur | mm | 2700 | 3700 | |
| Kedalaman Tekak | mm | 420 | 420 | |
| Ram Stroke | mm | 265 | 265 | |
| Ketinggian Tertutup | mm | 530 | 530 | |
| Kelajuan Menghampiri | mm/s | 180 | 180 | |
| Kelajuan Kerja | mm/s | 11 | 11 | |
| Kelajuan Pulangan | mm/s | 150 | 150 | |
| Kuasa Motor Utama | Kw | 15 | 15 | |
| Sistem CNC | Sistem CNC Holland Delem DA66T atau DA52S atau DA53T atau T-3500T yang mengawal paksi X, Y1, Y2, R, Z1, Z2 dan penghamparan mekanikal. | |||
| Kapasiti Tangki Minyak | L | 440 | 600 | |
| Bilangan Tangki Minyak | tidak. | 3 | 4 | |
| X Paksi | Ketepatan | mm | ±0.10 | ±0.1 |
| Strok | mm | 500 | 500 | |
| Kelajuan | mm | 500 | 400 | |
| Kuasa | kw | 0.85 | 0.85 | |
| R Paksi | Ketepatan | mm | ±0.10 | ±0.1 |
| Strok | mm | 200 | 200 | |
| Kelajuan | mm | 200 | 200 | |
| Kuasa | kw | 0.85 | 0.85 | |
| Z1,Z2 Paksi | Ketepatan | mm | ±0.10 | ±0.1 |
| Kelajuan | mm | 1200 | 1200 | |
| Strok | mm | 1850 | 2800 | |
| Kuasa | kw | 0.75 | 0.75 | |
| Dimensi Garis Besar | Panjang | mm | 3470 | 4470 |
| Lebar | mm | 1720 | 1720 | |
| Ketinggian | mm | 2700 | 2710 | |
PR9 060
| Tidak. | Nama | Model | Jenama | |
| 1 | Sistem CNC | Sistem CNC DA66T/T-3500T/DA52S atau DA53T | Holland DELEM | |
| 2 | Motor Servo | ECMA-E21315RS/SGM7G-09AFC61 | DELTA ATAU YASAKAWA | |
| 3 | Pemacu Servo | ASD-B2-1521-B/SGD7S-7R6A00A002 | DELTA ATAU YASAKAWA | |
| 4 | Sistem Hidraulik | Sistem elektro-hidraulik | Jerman Bosch-Rexroth atau Jerman HOERBIGER | |
| Perhimpunan kawalan penyegerakan | a. injap tekanan | |||
| b. injap aktif | ||||
| c. injap servo berkadar dll. | ||||
| Perhimpunan kawalan hidraulik | a. injap kartrij | |||
| b. injap tekanan berkadar | ||||
| c. injap pemilih | ||||
| d. injap nyahmampat berkadar | ||||
| e. injap tekanan dll. | ||||
| 5 | Laluan panduan linear | 35A---760L ATAU 35E-760L | THK ATAU PMI | |
| 6 | Skru bola | 25/20-1000L atau R25/20-880/1000 | THK ATAU PMI | |
| 7 | Pam minyak | PGH3-2X/016RE071VU2 | Jerman Rexroth | |
| 8 | Set lengkap cincin pengedap dalam silinder minyak | USA PARKER | USA PARKER | |
| 9 | Set lengkap saluran paip tekanan tinggi | 1.PRU16 ZSR 3/4EDCF | Sambungan paip PARKER, EO-2 Amerika Syarikat atau sambungan paip VOSS Jerman | |
| 2. GE28 LR3/4EDOMDCF | ||||
| 3.W10 ZLCF | ||||
| 4.TH10 ZLR KDSCF | ||||
| 5.WH10 ZSR KDSCF dll. | ||||
| 10 | Gandingan | R38 25/42 | Jerman KTR | |
| 11 | Kontaktor AC | LC1-D1810B7, LC1-D0910B7N dan sebagainya. | Schneider | |
| 12 | Suis jarak dekat | TP-SM5P2 dan sebagainya. | TEND | |
| 13 | Kabel terminal | UK2.5B, UK10N dan sebagainya. | Phoenix | |
| 14 | Butang | XB2-BVB3LC dan sebagainya. | Schneider | |
| 15 | Lukisan | Holland SIKKENS | ||
| 16 | Pertabalan | Jenama kebangsaan (standard) | SREE/KESATUAN | |
| 17 | Pertabalan | Diimport (pilihan) | VILA | |
| 18 | Penyokong hadapan | piawai | JFY | |
PR9 100
| Tidak. | Nama | Model | Jenama | |
| 1 | Sistem CNC | Sistem CNC DA66T atau DA52S atau DA53T atau T-3500T | Holland DELEM | |
| 2 | Motor Servo | ECMA-E21315RS/SGM7G-09AFC61 | DELTA ATAU YASAKAWA | |
| 3 | Pemacu Servo | ASD-B2-1521-B/SGD7S-7R6A00A002 | DELTA ATAU YASAKAWA | |
| 4 | Sistem Hidraulik | Sistem elektro-hidraulik | Jerman Bosch-Rexroth atau Jerman HOERBIGER | |
| Perhimpunan kawalan penyegerakan | a. injap tekanan | |||
| b. injap aktif | ||||
| c. injap servo berkadar dll. | ||||
| Perhimpunan kawalan hidraulik | a. injap kartrij | |||
| b. injap tekanan berkadar | ||||
| c. injap pemilih | ||||
| d. injap nyahmampat berkadar | ||||
| e. injap tekanan dll. | ||||
| 5 | Laluan panduan linear | 35A-760L ATAU 35E-760L | THK ATAU PMI | |
| 6 | Skru bola | 20/25-880/1000 ATAU R25/20-880/1000 | THK ATAU PMI | |
| 7 | Pam minyak | PGH4-3X/032RE071VU2 | Jerman Rexroth | |
| IPVAP5-32 | Jerman VOITH | |||
| HQI3-32 | Jerman Eckerle | |||
| 8 | Set lengkap cincin pengedap dalam silinder minyak | USA PARKER | USA PARKER | |
| 9 | Set lengkap saluran paip tekanan tinggi | 1.PRU16 ZSR 3/4EDCF | Sambungan paip PARKER, EO-2 Amerika Syarikat atau sambungan paip VOSS Jerman | |
| 2. GE28 LR3/4EDOMDCF | ||||
| 3.W10 ZLCF | ||||
| 4.TH10 ZLR KDSCF | ||||
| 5.WH10 ZSR KDSCF dll. | ||||
| 10 | Gandingan | R38 25/42 | Jerman KTR | |
| 11 | Kontaktor AC | LC1-D1810B7, LC1-D0910B7N dan sebagainya. | Schneider | |
| 12 | Suis jarak dekat | TP-SM5P2 dan sebagainya. | TEND | |
| 13 | Kabel terminal | UK2.5B, UK10N dan sebagainya. | Phoenix | |
| 14 | Butang | XB2-BVB3LC dan sebagainya. | Schneider | |
| 15 | Lukisan | KAILEDI | ||
| 16 | Pertabalan | Jenama kebangsaan (standard) | SREE/KESATUAN | |
| 17 | Pertabalan | Diimport (pilihan) | VILA | |
| 18 | Penyokong hadapan | piawai | JFY | |
PR9 150
| Tidak. | Nama | Model | Jenama | |
| 1 | Sistem CNC | Sistem CNC DA66T atau DA52S atau DA53T atau T-3500T | Holland DELEM | |
| 2 | Motor Servo | ECMA-E21315RS/SGM7G-09AFC61 | DELTA ATAU YASAKAWA | |
| 3 | Pemacu Servo | ASD-B2-1521-B/SGD7S-7R6A00A002 | DELTA ATAU YASAKAWA | |
| 4 | Sistem Hidraulik | Sistem elektro-hidraulik | Jerman Bosch-Rexroth | |
| Perhimpunan kawalan penyegerakan | a. injap tekanan | |||
| b. injap aktif | ||||
| c. injap servo berkadar dll. | ||||
| Perhimpunan kawalan hidraulik | a. injap kartrij | |||
| b. injap tekanan berkadar | ||||
| c. injap pemilih | ||||
| d. injap nyahmampat berkadar | ||||
| e. injap tekanan dll. | ||||
| 5 | Laluan panduan linear | 35A-760L ATAU 35E-760L | THK ATAU PMI | |
| 6 | Skru bola | 20/25-880/1000 ATAU R25/20-880/1000 | THK ATAU PMI | |
| 7 | Pam minyak | PGH4-3X/032RE071VU2 | Jerman Rexroth | |
| IPVAP5-32 | Jerman VOITH | |||
| HQI3-32 | Jerman Eckerle | |||
| 8 | Set lengkap cincin pengedap dalam silinder minyak | USA PARKER | USA PARKER | |
| 9 | Set lengkap saluran paip tekanan tinggi | 1.PRU16 ZSR 3/4EDCF | Sambungan paip PARKER, EO-2 Amerika Syarikat atau sambungan paip VOSS Jerman | |
| 2. GE28 LR3/4EDOMDCF | ||||
| 3.W10 ZLCF | ||||
| 4.TH10 ZLR KDSCF | ||||
| 5.WH10 ZSR KDSCF dll. | ||||
| 10 | Gandingan | R38 25/42 | Jerman KTR | |
| 11 | Kontaktor AC | LC1-D1810B7, LC1-D0910B7N dan sebagainya. | Schneider | |
| 12 | Suis jarak dekat | TP-SM5P2 dan sebagainya. | TEND | |
| 13 | Kabel terminal | UK2.5B, UK10N dan sebagainya. | Phoenix | |
| 14 | Butang | XB2-BVB3LC dan sebagainya. | Schneider | |
| 15 | Lukisan | KAILEDI | ||
| 16 | Pertabalan | Jenama kebangsaan (standard) | SREE/KESATUAN | |
| 17 | Pertabalan | Diimport (pilihan) | VILA | |
| 18 | Penyokong hadapan | piawai | JFY | |
Brek Tekan CNC;brek tekan cnc;mesin brek tekan cnc;brek tekan hidraulik cnc;brek tekan cnc untuk dijual;brek cnc;brek logam kepingan hidraulik;mesin brek tekan hidraulik cnc;brek logam kepingan cnc brek tekan accurl untuk dijual;brek logam cnc;mesin brek tekan;mesin lentur brek tekan hidraulik cnc;mesin brek tekan hidraulik
